我国3D打印产业起步较晚,技术水平总体不高,产业化规模相对较小,但发展势头较好,在高分子材料中的应用还处于探索阶段。
3D打印思想最早可以追溯到19世纪的美国,又被称为三维打印或快速成型技术,是直接从数字模型通过材料堆积来生产三维实体的技术。据记载,在20世纪80年代3D打印技术就已经开始实际运用,并且被命名为“Rapid Prototyping Manufacturing”。目前,3D打印技术已在产品设计、制造工艺、制造装备、材料制备、生物医药等领域产生全面、深刻的变革,并成为第三次工业革命的重要标志,受到世界各国的极大关注。我国3D打印产业起步较晚,技术水平总体不高,产业化规模相对较小,但发展势头较好,在高分子材料中的应用还处于探索阶段。
3D打印技术的原理与特点
1. 技术原理
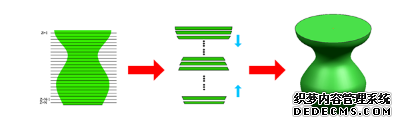
3D打印技术与激光成型技术基本上是一样的。简单来说,就是通过采用分层加工、迭加成形,逐层增加材料来生成3D实体。称它为“打印机”的原因是参照了其技术原理,3D打印机的分层加工过程与喷墨打印机十分相似。首先是运用计算机设计出所需零件的三维模型,然后再根据工艺需求,按照一定规律将该模型离散为一系列有序的单位,通常在Z向将其按照一定的厚度进行离散,把原来的三维CAD模型变成一系列的层片;然后再根据每个层片的轮廓信息,输入加工参数,然后系统后自动生成数控代码;最后由成型一系列层片并自动将它们连接起来,最后得到一个三维物理实体。
 "
"
2. 优点
一、最直接的好处就是节省材料,不用剔除边角料,提高材料利用率,通过摒弃生产线而降低了成本;
二、能做到很高的精度和复杂程度,除了可以表现出外形曲线上的设计;
三、不再需要传统的刀具、夹具和机床或任何模具,就能直接从计算机图形数据中生成任何形状的零件;
四、它可以自动、快速、直接和精确地将计算机中的设计转化为模型,甚至直接制造零件或模具,从而有效的缩短产品研发周期;
五、3D打印能在数小时内成形.它让设计人员和开发人员实现了从平面图到实体的飞跃;
六、它能打印出组装好的产品,因此它大大降低了组装成本。它甚至可以挑战大规模生产方式。
3. 缺点
任何一个产品都应该具有功能性,而如今由于受材料等因素限制,通过3D打印制造出来的产品在实用性上要打一个问号。①强度问题:房子、车子固然能“打印”出来,但是否能抵挡得住风雨,是否能在路上顺利跑起来,仍是一个必须面对的问题;②精度问题:由于分层制造存在“台阶效应”,每个层次虽然很薄,但在一定微观尺度下,仍会形成具有一定厚度的一级级“台阶”,如果需要制造的对象表面是圆弧形,那么就会造成精度上的偏差;③材料的局限性:目前供3D打印机使用的材料非常有限,无外乎石膏、无机粉料、光敏树脂、塑料等,能够应用于3D打印的材料还非常单一,以塑料为主,并且打印机对单一材料也非常挑剔。
3D打印技术在高分子材料中的应用
1. 高分子原材料的种类
作为3D打印的重要环节,材料方面也是起到举足轻重的作用的,目前常用的3D打印高分子材料有聚酰胺、聚酯、聚碳酸酯、聚乙烯、聚丙烯和ABS等。在光固化立体印刷中的齐聚物的种类繁多,其中应用较多的主要包括如聚氨酯丙烯酸树脂、环氧丙烯酸树脂、聚丙烯酸树脂以及氨基丙烯酸树脂。
2. 常见应用工艺
目前应用较多的3D打印高分子材料技术主要包括光固化立体印刷(SLA)、熔融沉积成型( FDM)、选择性激光烧结(SLS)等[5]。
光固化立体印刷
光固化3D打印(SLA)工作原理与喷墨打印类似,在数字信号的控制下,喷嘴工作腔内的液体光敏树脂在瞬间形成液滴,在压力作用下喷嘴喷出到指定的位置,然后通过紫外光对光敏树脂固化,固化后逐层堆积,得到成形零件。成形过程如下:首先根据零件截面的形状,控制打印喷头沿X、Y轴运动,在既定截面的相关实体区域打印实体材料,在支撑区域打印支撑材料,并在紫外光的照射下进行固化,然后打印平台沿Z轴下降一定高度,喷头接着打印固化下一层,如此逐层打印固化直至工件的完成,最后除去工件中的支撑材料即可获得所需的工件。
光固化3D打印材料由光固化实体材料与支撑材料组成,其中支撑材料根据其固化方式不同又可分为相变蜡支撑材料和光固化支撑材料。光固化支撑材料通常俗称光敏树脂,主要由齐聚物、反应性稀释剂(活性单体)、光引发剂以及其它助剂组成。国外由于起步较早,并且3D打印机能够为光敏树脂的研究提供实验器材的支持,因而国外在3D打印光敏树脂做的较为成熟。目前国外做的最好的就是以色列OBJET公司以及美国的3DSystems公司,这两个公司占据了绝大部分3D打印光敏树脂的市场。但是这些公司把光敏树脂作为核心技术,成果很少对外公布,并且将这些光敏树脂与其生产的光固化3D打印机捆绑销售。
光固化立体印刷制备生物可降解支架材料的高分子原料包括光敏分子修饰的聚富马酸二羟丙酯(PPF)聚(D,L-丙交酯)(PLA)聚( -己内酯)(PCL)、聚碳酸酯、以及蛋白质多糖等天然高分子. 为了降低液态树脂原料的黏度,还需要加入小分子的溶剂或稀释剂,常用的如可参与光聚合反应的富马酸二乙酯(DEF)和N-乙烯基吡咯烷酮(NVP),以及不参与聚合反应的乳酸乙酯,该技术获得的3D成型材料具有可调控的孔尺寸孔隙率贯通性和孔分布。
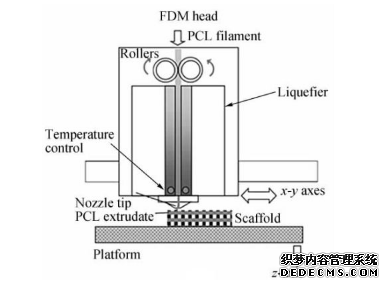
熔融沉积成型
熔融沉积成型( FDM) 是采用热熔喷头,使得熔融状态的材料按计算机控制的路径挤出沉积,并凝固成型,经过逐层沉积凝固,最后除去支撑材料,得到所需的三维产品。FDM技所使用的原料通常为热缩性高分子,包括ABS、聚酰胺、聚酯、聚碳酸酯、聚乙烯、聚丙烯等.该技特点是成型产品精度高表面质量好成型机结构简单无环境污染等,但是其缺点是操作温度较高。
近年来,利用FDM技术制备生物医用高分子材料也受到越来越多的重视,尤其是以脂肪族聚酯为原料制备生物可降解支架材料,取得了相当多的进展。材料的性质受到压力梯度熔体流速温度梯度等影响,聚酯与无机粒子的复合物也能用于熔融沉积成型制备3D支架材料。
 "
"
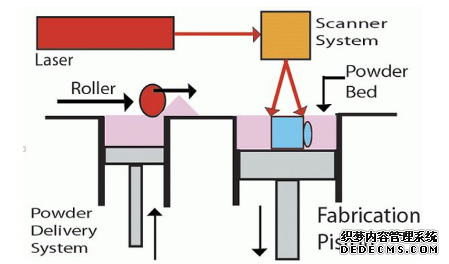
选择性激光烧结
选择性激光烧结(SLS)是采用激光束按照计算机指定路径扫描,使工作台上的粉末原料熔融粘结固化。当一层扫描完毕,移动工作台,使固化层表面铺上新的粉末原料,经过逐层扫描粘结,获得三维材料。与SLA技术通过紫外光逐层引发液态树脂原料发生聚合或交联反应不同,SLS技是通过激光产生高温使粉末原料表面熔融相互粘结来形成三维材料。SLS技术常用的原料包塑料陶瓷金属粉末等。其优点是加工速度快,无需使用支撑材料,但缺点是成型产品表面较糙,需后处理,加工过程中会产生粉尘和有毒气体,而且持续高温可能造成高分子材料的降解,及生物活性分子的变形或细胞的凋亡,该技术不能用于制备水凝胶支架。以生物可降解高分子为原料,利用SLS技术,也是制备外部形态和内部结构可控3D医用高分子材料的有效途径。对支架性能产生影响的主要参数包括颗粒尺寸激光能量激光扫描速率部分床层温度等。
 "
"
3D打印技术高分子材料应用介绍
(1)机械制造:3D打印技术制造飞机零件、自行车、步枪、赛车零件等。
(2)医疗行业:在医学领域,借助3D打印制作假牙,股骨头、膝盖等骨关节技术应用也非常广,技术越来越成熟。
(3)建筑行业:工程师和设计师们已经接受了用3D打印机打印的建筑模型,这种方法快速、成本低、环保,同时制作精美,完全合乎设计者的要求。同时又能节省大量材料。
(4)汽车制造行业:用3D打印技术为汽车公司制造自动变速箱的壳体。汽车公司会对变速箱进行各种极端状况下的测试,其中一些零件就是用3D打印方法做的。定型了以后,再开模具,然后按照传统制造方法批量生产.这样成本就会大大降低。
结语
3D打印技术代表制造业发展新趋势,它和其他一些数字化生产模式的涌现将推动实现第三次工业革命。可以充分应用高分子材料的成型技术中,制备复杂的一体化高分子材料器件,高分子医用行业将成为3D打印技术带来发展机遇,同时高分子材料将为3D打印技术提供轻质、高强、耐腐蚀的特点。







 备案/许可证编号为:粤ICP备18055125号 Copyright(c)2018深圳市兆煜达科技有限公司.All Rights Reserved.
备案/许可证编号为:粤ICP备18055125号 Copyright(c)2018深圳市兆煜达科技有限公司.All Rights Reserved.

